Refine search
Actions for selected content:
106116 results in Materials Science

Effect of heat treatment on the modification of microstructure of selective laser melted (SLM) IN718 and its consequences on mechanical behavior
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 15 / 14 August 2020
- Published online by Cambridge University Press:
- 24 June 2020, pp. 1949-1962
- Print publication:
- 14 August 2020
-
- Article
- Export citation
Study on fracture toughness of 617 Ni-based alloy welded joint under different elevated temperatures
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 14 / 28 July 2020
- Published online by Cambridge University Press:
- 24 June 2020, pp. 1790-1802
- Print publication:
- 28 July 2020
-
- Article
- Export citation

Quantitative microstructure analysis for solid-state metal additive manufacturing via deep learning
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 15 / 14 August 2020
- Published online by Cambridge University Press:
- 24 June 2020, pp. 1936-1948
- Print publication:
- 14 August 2020
-
- Article
- Export citation
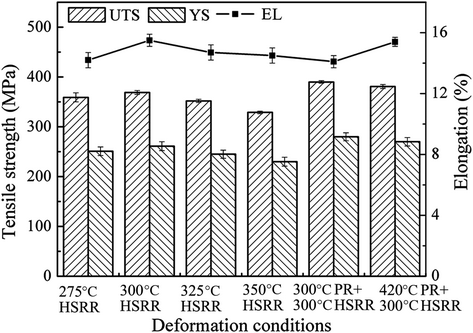
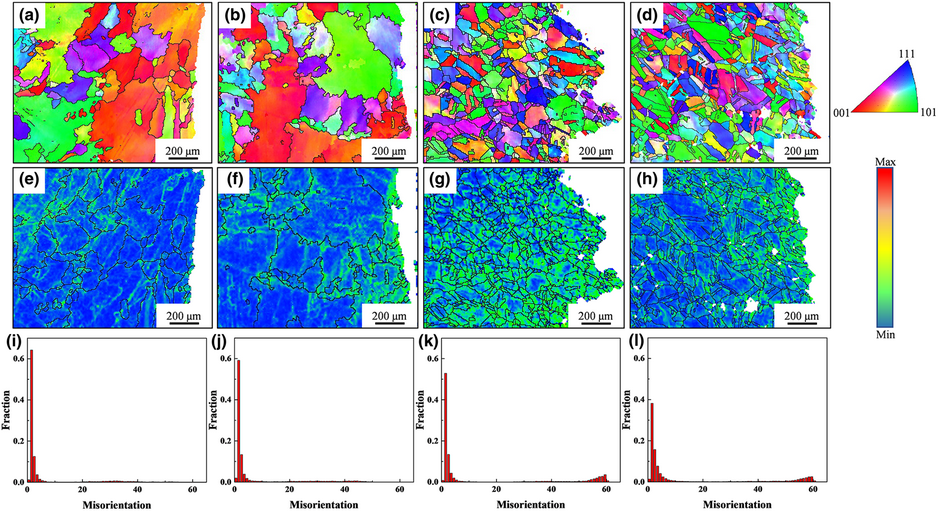
Microstructure evolution and mechanical properties of the ZM61 alloy sheets under different pre-rolling and high strain rate rolling temperatures
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 14 / 28 July 2020
- Published online by Cambridge University Press:
- 24 June 2020, pp. 1817-1824
- Print publication:
- 28 July 2020
-
- Article
- Export citation

Open-channel metals fabricated by the removal of template wires
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 19 / 14 October 2020
- Published online by Cambridge University Press:
- 24 June 2020, pp. 2535-2546
- Print publication:
- 14 October 2020
-
- Article
- Export citation
Crystal chemistry, X-ray diffraction reference patterns, and bandgap studies for (BaxSr1–x)2CoWO6 (x = 0.1, 0.2, 0.3, 0.5, 0.7, and 0.9)
-
- Journal:
- Powder Diffraction / Volume 35 / Issue 3 / September 2020
- Published online by Cambridge University Press:
- 23 June 2020, pp. 197-205
-
- Article
- Export citation
-
X-ray reference powder patterns and structures have been determined for a series of cobalt- and tungsten-containing cubic alkaline-earth perovskites, (BaxSr1–x)2CoWO6 (x = 0.1, 0.2, 0.3, 0.5, 0.7, and 0.9). The structure of the end members of the series, Sr2CoWO6 and Ba2CoWO6, were tetragonal and cubic, respectively, agreeing with the literature data. From Rietveld refinements, it was found that when x = 0.1 and 0.2, the structure was tetragonal I4/m (a = 5.60481(6) and 5.62305(11) Å and c = 7.97989(12) and 7.9847(2) Å, respectively; Z = 2). When x > 0.2, the structure was cubic (Fm
 $\bar{3}$m, No. 225; Z = 4) (from x = 0.3 to 0.9, a increases from 7.98399(13) to 8.08871(10) Å). This tetragonal series of compounds exhibit the characteristics of a distorted double-perovskite structure. The bond valence sum values for the alkaline-earth (Ba, Sr) sites in all (BaxSr1−x)2CoWO6 members are greater than the ideal value of 2.0, indicating over-bonding situation, whereas for the W sites, as x increases, a change from under-bonding to slightly over-bonding situation was observed. Density functional theory calculations revealed that while Sr2CoWO6 is a semiconductor, Ba2CoWO6 and SrBaCoWO6 are half-metals. Powder X-ray diffraction patterns of this series of compounds (BaxSr1−x)2CoWO6, with x = 0.1, 0.2, 0.3, 0.5, 0.7, and 0.9, have been submitted to be included in the Powder Diffraction File.
$\bar{3}$m, No. 225; Z = 4) (from x = 0.3 to 0.9, a increases from 7.98399(13) to 8.08871(10) Å). This tetragonal series of compounds exhibit the characteristics of a distorted double-perovskite structure. The bond valence sum values for the alkaline-earth (Ba, Sr) sites in all (BaxSr1−x)2CoWO6 members are greater than the ideal value of 2.0, indicating over-bonding situation, whereas for the W sites, as x increases, a change from under-bonding to slightly over-bonding situation was observed. Density functional theory calculations revealed that while Sr2CoWO6 is a semiconductor, Ba2CoWO6 and SrBaCoWO6 are half-metals. Powder X-ray diffraction patterns of this series of compounds (BaxSr1−x)2CoWO6, with x = 0.1, 0.2, 0.3, 0.5, 0.7, and 0.9, have been submitted to be included in the Powder Diffraction File.

Testing the flow-through capillary for the study of re-solvation processes in pharmaceutical compounds
-
- Journal:
- Powder Diffraction / Volume 35 / Issue 3 / September 2020
- Published online by Cambridge University Press:
- 23 June 2020, pp. 160-165
-
- Article
- Export citation
Mechanical properties and damping properties of carbon nanotube-reinforced foam aluminum with small aperture
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 19 / 14 October 2020
- Published online by Cambridge University Press:
- 23 June 2020, pp. 2567-2574
- Print publication:
- 14 October 2020
-
- Article
- Export citation

Assessing atomically thin delta-doping of silicon using mid-infrared ellipsometry
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 16 / 28 August 2020
- Published online by Cambridge University Press:
- 23 June 2020, pp. 2098-2105
- Print publication:
- 28 August 2020
-
- Article
- Export citation

Binary collision of CMAS droplets—Part I: Equal-sized droplets
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 17 / 14 September 2020
- Published online by Cambridge University Press:
- 23 June 2020, pp. 2260-2274
- Print publication:
- 14 September 2020
-
- Article
- Export citation

Copper- and nickel-based flexible polyester electrodes for energy storage devices
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 16 / 28 August 2020
- Published online by Cambridge University Press:
- 23 June 2020, pp. 2115-2125
- Print publication:
- 28 August 2020
-
- Article
- Export citation

Analysis of in vitro corrosion behavior and hemocompatibility of electrophoretically deposited bioglass–chitosan–iron oxide coating for biomedical applications
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 13 / 14 July 2020
- Published online by Cambridge University Press:
- 22 June 2020, pp. 1749-1761
- Print publication:
- 14 July 2020
-
- Article
- Export citation
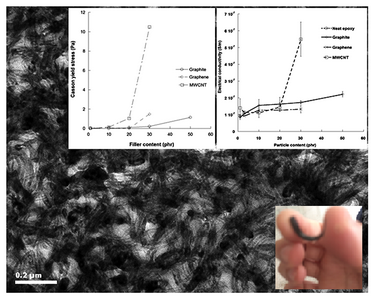
Morphology, rheological, and electrical properties of flexible epoxy/carbon composites cured by UV technique
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 14 / 28 July 2020
- Published online by Cambridge University Press:
- 22 June 2020, pp. 1874-1887
- Print publication:
- 28 July 2020
-
- Article
- Export citation
Salinity decreases transpiration of sorghum plants
-
- Journal:
- Experimental Results / Volume 1 / 2020
- Published online by Cambridge University Press:
- 19 June 2020, e14
-
- Article
-
- You have access
- Open access
- HTML
- Export citation

Materials and manufacturing renaissance: Additive manufacturing of high-entropy alloys
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 15 / 14 August 2020
- Published online by Cambridge University Press:
- 19 June 2020, pp. 1963-1983
- Print publication:
- 14 August 2020
-
- Article
- Export citation

Effect of aluminum addition on microstructure and properties of a novel nickel–silicon-containing brass
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 12 / 29 June 2020
- Published online by Cambridge University Press:
- 19 June 2020, pp. 1598-1611
- Print publication:
- 29 June 2020
-
- Article
- Export citation

Three-dimensional analysis of dendrites via automated serial sectioning using a Robo-Met.3D
-
- Journal:
- MRS Communications / Volume 10 / Issue 3 / September 2020
- Published online by Cambridge University Press:
- 18 June 2020, pp. 461-466
- Print publication:
- September 2020
-
- Article
- Export citation
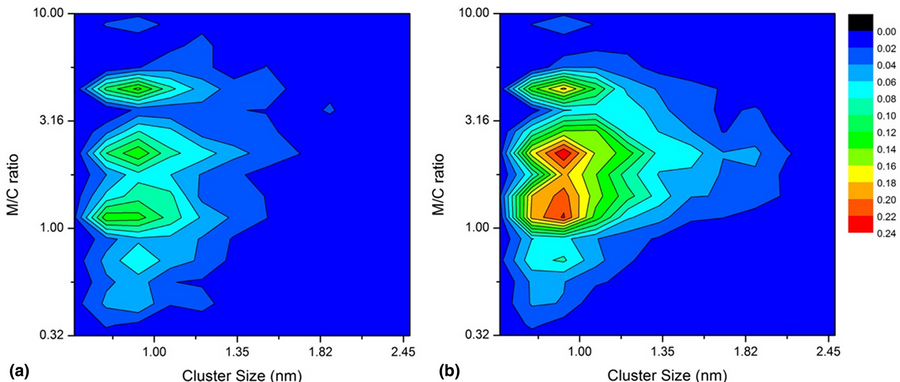
Nanoscale clusters in secondary hardening ultra-high strength steels with 1 and 3 wt% Mo: An atom probe investigation
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 14 / 28 July 2020
- Published online by Cambridge University Press:
- 18 June 2020, pp. 1763-1776
- Print publication:
- 28 July 2020
-
- Article
- Export citation
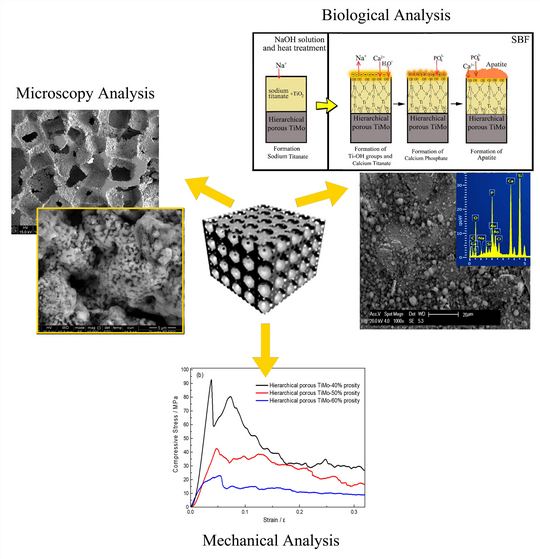
Fabrication, mechanical property and in vitro bioactivity of hierarchical macro-/micro-/nano-porous titanium and titanium molybdenum alloys
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 19 / 14 October 2020
- Published online by Cambridge University Press:
- 18 June 2020, pp. 2597-2609
- Print publication:
- 14 October 2020
-
- Article
- Export citation
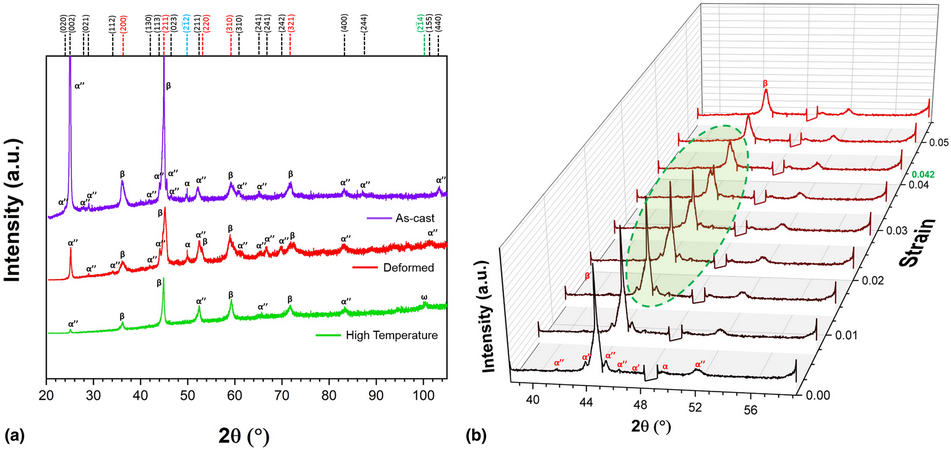
Influence of the deformation rate on phase stability and mechanical properties of a Ti–29Nb–13Ta–4.6Zr–xO alloy analyzed by in situ high-energy X-ray diffraction during compression tests
-
- Journal:
- Journal of Materials Research / Volume 35 / Issue 14 / 28 July 2020
- Published online by Cambridge University Press:
- 18 June 2020, pp. 1777-1789
- Print publication:
- 28 July 2020
-
- Article
- Export citation